Nederlands
Nederlands English
English français
français Deutsch
Deutsch italiano
italiano русский
русский español
español português
português العربية
العربية 한국의
한국의 Romania
Romania Bulgaria
Bulgaria Melayu
Melayu


Invoering
Bipolaire membraanelektrodialyse (BMED) is een geavanceerde elektrochemische scheidingstechnologie die gebruikmaakt van een speciale membraanstapel om zouten rechtstreeks om te zetten in de overeenkomstige zuren en basen. De kerncomponent is het bipolaire membraan (BPM), dat bestaat uit een kationuitwisselingslaag en een anionuitwisselingslaag die aan elkaar zijn gelamineerd. Onder invloed van een gelijkstroom (DC) elektrisch veld katalyseert het BPM de dissociatie van watermoleculen op het grensvlak, waarbij H⁺- en OH⁻-ionen worden gevormd. Deze ionen migreren door de membraanstapel om te reageren met de anionen en kationen uit een zoutoplossing, waardoor tegelijkertijd zure en basische producten worden gegenereerd.

Systeemconfiguraties
BMED-systemen worden hoofdzakelijk gecategoriseerd op basis van hun celpaarontwerp:
Tweevaksysteem: De eenvoudigste configuratie, bestaande uit afwisselende bipolaire en monopolaire (anion- of kation) uitwisselingsmembranen. Het is compact en energiezuinig, maar kan producten met een lagere zuiverheid opleveren.
Driecompartimentensysteem: Dit is de meest gebruikte industriële configuratie. Het bestaat uit een herhalende eenheid van een bipolair membraan (BPM), een kationuitwisselingsmembraan (CEM) en een anionuitwisselingsmembraan (AEM), waardoor drie afzonderlijke compartimenten ontstaan: een centraal zoutcompartiment, een zuurcompartiment en een basecompartiment. Dit ontwerp garandeert een hoge productzuiverheid en een efficiënte scheiding.
Systemen met meerdere compartimenten: Deze complexere ontwerpen (bijvoorbeeld met vier of vijf compartimenten) worden gebruikt voor specialistische toepassingen waarbij de scheiding van meerdere ionensoorten vereist is of waarbij zeer hoge concentratiegradiënten moeten worden bereikt.

Belangrijkste voordelen
BMED biedt diverse aantrekkelijke voordelen ten opzichte van conventionele chemische processen:
Groen en duurzaam proces: De technologie vereist geen toevoeging van externe chemicaliën (zoals sterke zuren of basen voor neutralisatie). De primaire input bestaat uit zout en water, en de belangrijkste output is zuur en base, wat resulteert in een gesloten kringloop met vrijwel geen vloeistoflozing.
Hoge productzuiverheid: BMED kan zeer zuivere zuren en basen produceren. Zo is het bijvoorbeeld in staat om lithiumhydroxide (LiOH) van elektronische kwaliteit te produceren zonder natriumverontreiniging, wat cruciaal is voor batterijtoepassingen.
Terugwinning en valorisatie van grondstoffen: Het zet afvalzouten (bijv. NaCl, Na₂SO₄, Li₂SO₄) uit industrieel afvalwater om in waardevolle zure en alkalische producten, waardoor een afvalprobleem wordt omgezet in een economische kans.
Energie-efficiëntie en kosteneffectiviteit: BMED werkt bij omgevingstemperatuur en -druk en heeft een lager energieverbruik in vergelijking met thermische processen zoals verdamping of de traditionele causticatiemethode voor de productie van LiOH. De operationele kosten bestaan voornamelijk uit elektriciteit en afschrijving van de apparatuur.
Hoge opbrengst en selectiviteit: Het proces is zeer selectief en kan bijna kwantitatieve opbrengsten behalen. Bij de productie van LiOH is het lithiumverlies bijvoorbeeld minimaal, wat leidt tot een terugwinningspercentage van meer dan 99%.

Belangrijkste toepassingen
BMED-technologie heeft diverse en impactvolle toepassingen gevonden in uiteenlopende sectoren:
Productie van organische zuren/alkaliën: Het zet organische zuurzouten (bijv. natriumlactaat, natriumcitraat, natriumgluconaat, aminozuurzouten) efficiënt om in hun vrije zuurvormen. Op dezelfde manier kan het organische basen zoals ontzwavelingsaminen en ionische vloeistoffen regenereren zonder de introductie van vreemde kationen.
Hergebruik van pekel en afvalzout: In plaats van energie-intensieve verdamping en kristallisatie, die vast afval genereren, zet BMED anorganische zouten uit industrieel afvalwater om in herbruikbaar HCl/NaOH of H₂SO₄/NaOH, waarmee zowel afvalproblemen als problemen met de inkoop van grondstoffen worden opgelost.
Synthese van zeer zuivere chemicaliën: Een toonaangevende toepassing is de productie van lithiumhydroxide van batterijkwaliteit uit lithiumsulfaatpekel. Het proces levert zeer zuiver LiOH en zwavelzuur als nevenproducten op, met aanzienlijke voordelen op het gebied van kwaliteit, opbrengst en milieubelasting.
Milieusanering en circulaire economie: BMED is essentieel voor projecten die geen vloeibare afvalstoffen meer lozen (ZLD) in sectoren zoals galvaniseren, de verwerking van zeldzame aardmetalen en de voedingsmiddelen- en farmaceutische industrie, waar het de terugwinning van waardevolle chemicaliën uit complexe afvalstromen mogelijk maakt.
Farmaceutische en voedingsmiddelenindustrie: De technologie wordt gebruikt voor de zachte zuivering en concentratie van warmtegevoelige verbindingen zoals vitaminen, aminozuren en andere biobased producten, waarbij hun integriteit behouden blijft.
InvoeringBipolaire membraanelektrodialyse (BMED) is een geavanceerde elektrochemische scheidingstechnologie die gebruikmaakt van een speciale membraanstapel om zouten rechtstreeks om te zetten in de overeenkomstige zuren en basen. De kerncomponent is het bipolaire membraan (BPM), dat bestaat uit een kationuitwisselingslaag en een anionuitwisselingslaag die aan elkaar zijn gelamineerd. Onder invloed van een gelijkstroom (DC) elektrisch veld katalyseert het BPM de dissociatie van watermoleculen op het grensvlak, waarbij H⁺- en OH⁻-ionen worden gevormd. Deze ionen migreren door de membraanstapel om te reageren met de anionen en kationen uit een zoutoplossing, waardoor tegelijkertijd zure en basische producten worden gegenereerd.
LEES VERDER
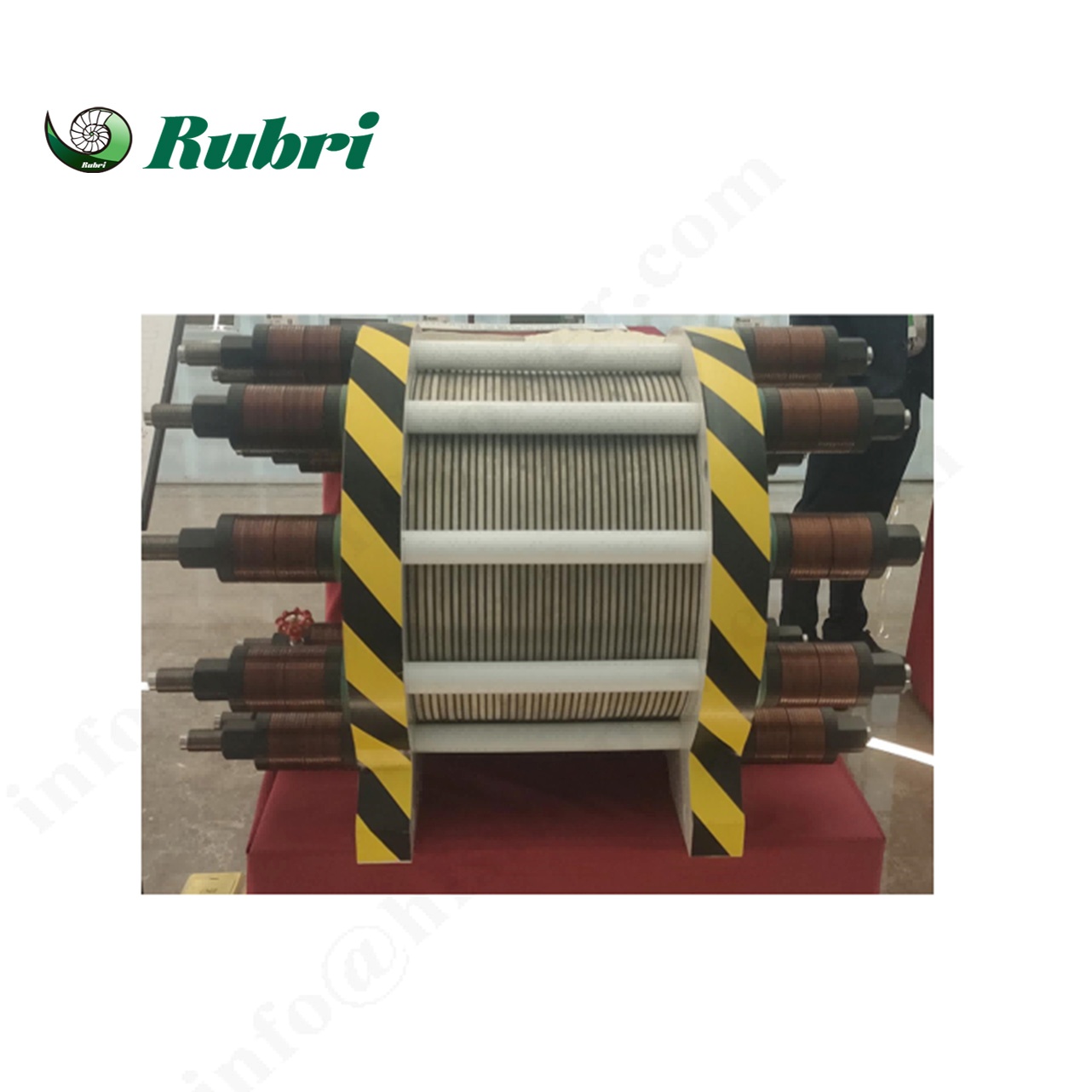
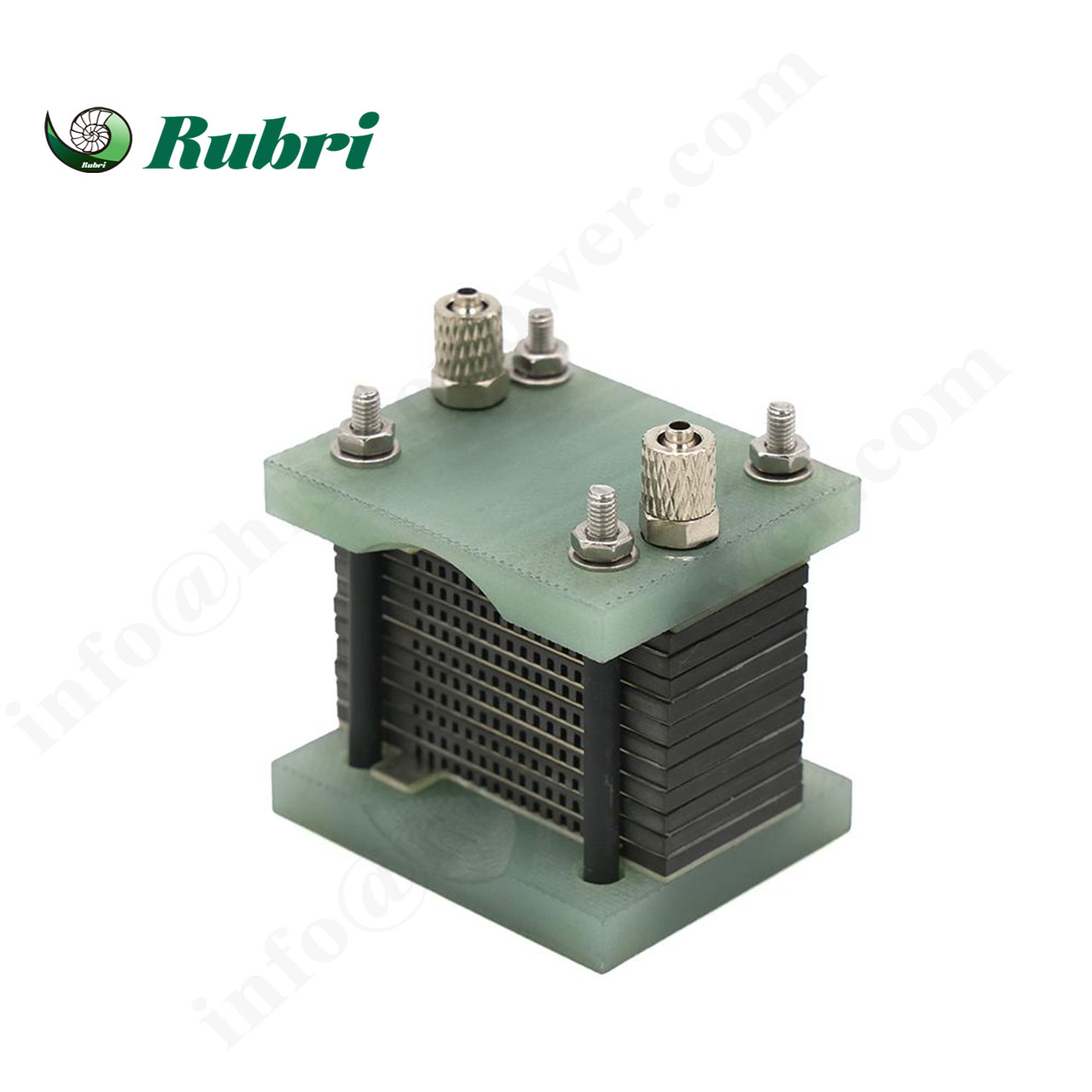
Een elektrodialyzer is een essentieel apparaat voor ionenscheiding dat gebruikmaakt van elektrodialysetechnologie. Door een gelijkstroomveld toe te passen in combinatie met anion- en kationuitwisselingsmembranen, realiseert het de gerichte migratie en scheiding van ionen in een vloeistof. Dankzij de eenvoudige en betrouwbare constructie is het verkrijgbaar in schroefbevestigde en hydraulisch geïntegreerde uitvoeringen voor verschillende toepassingsschalen. Elektrodialyzers worden veelvuldig gebruikt voor zeewaterontzilting, industriële afvalwaterzuivering, voedselconcentratie, farmaceutische zuivering en de verwerking van elektrolyten voor nieuwe energiebronnen. Ze zorgen voor een efficiënte ontzilting, concentratie en verwijdering van ionische onzuiverheden in oplossingen.
LEES VERDER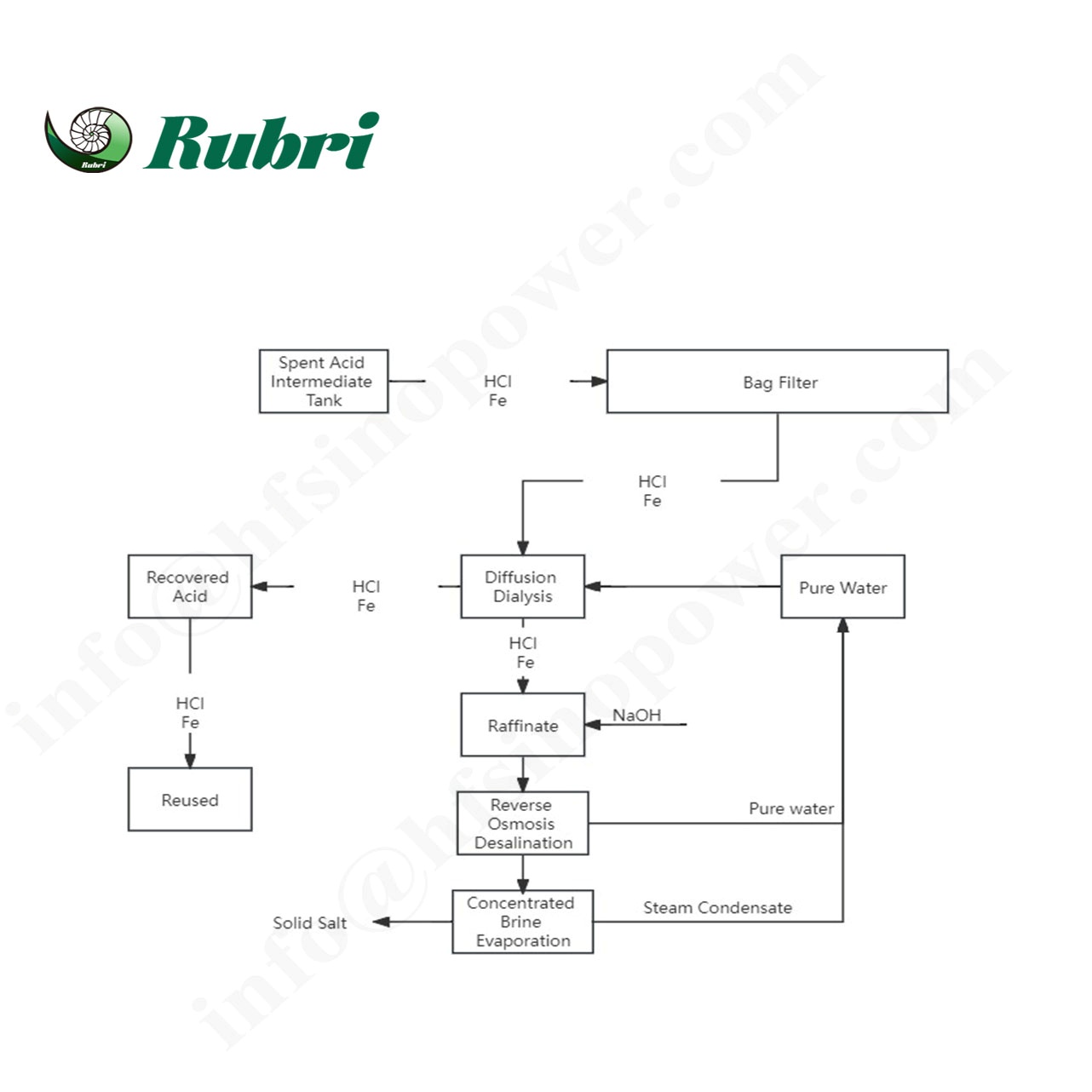
Rubri is deskundig op het gebied van diffusiedialysetechnologie en is bedreven in het ontwerpen en implementeren van op maat gemaakte oplossingen. Hiermee bieden wij klanten uitgebreide, groene en schone productieoplossingen.
LEES VERDER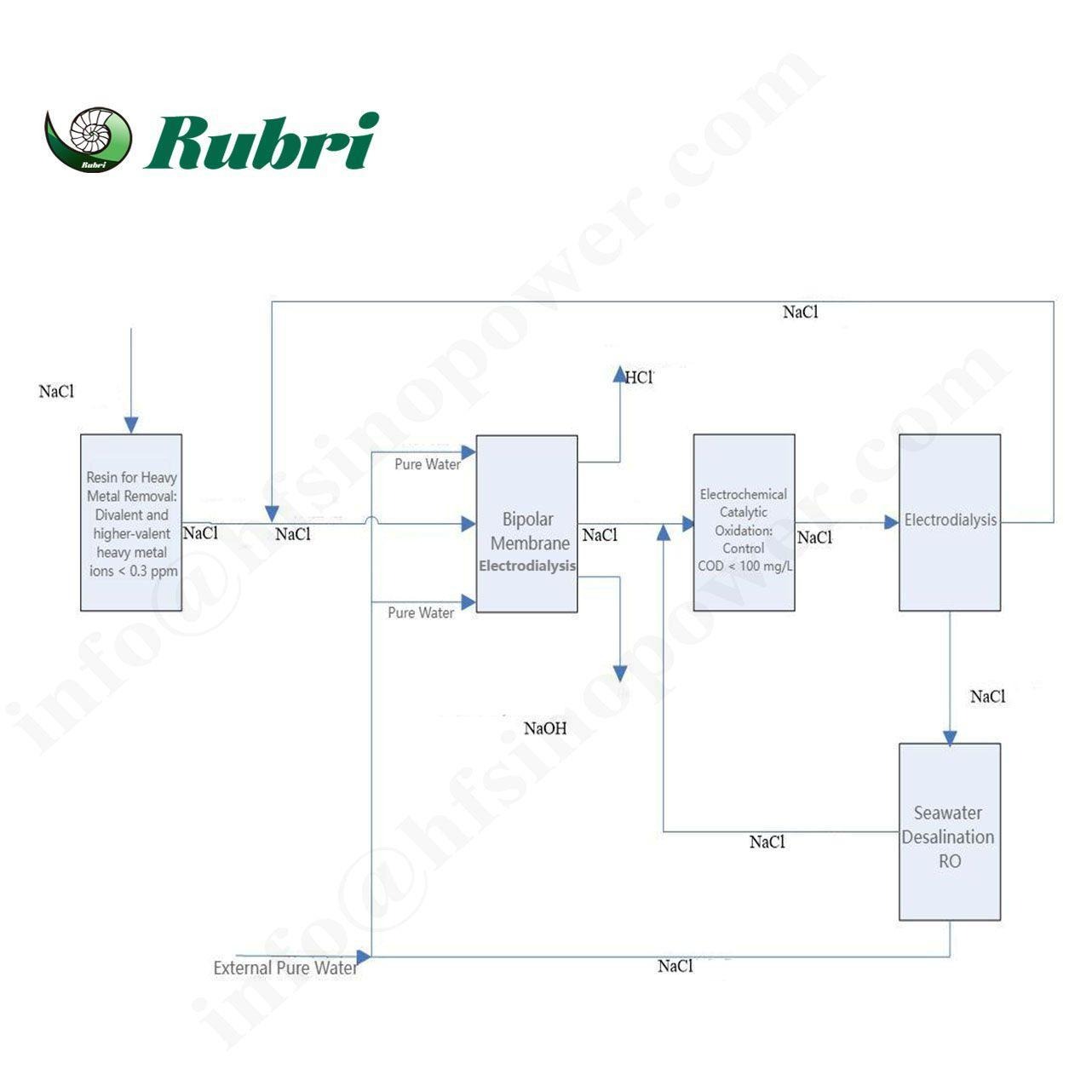
Rubri is deskundig op het gebied van bipolaire membraanelektrodialysetechnologie en is bedreven in het ontwerpen en implementeren van op maat gemaakte oplossingen. Hiermee voorziet hij klanten van uitgebreide, groene en schone productieplannen.
LEES VERDER
Kernprincipe van elektrodialyseDe kern van de elektrodialysetechnologie ligt in de combinatie van een elektrisch veld en selectieve membraantechnologie, waarbij het specifieke principe is onderverdeeld in twee delen:1. Aandrijvend effect van een gelijkstroom elektrisch veldOnder invloed van een gelijkstroom elektrisch veld bewegen anionen en kationen in de oplossing in een bepaalde richting: kationen migreren naar de negatieve elektrode, terwijl anionen naar de positieve elektrode migreren.2. Selectief zeefeffect van ionenwisselingsmembranenIn het systeem worden twee soorten ionenwisselingsmembranen gebruikt om ionenscheiding te realiseren:Kationenuitwisselingsmembraan: laat alleen kationen door (bijv. Na+).+, Ca2+, Mg2+) om erdoorheen te kunnen, terwijl anionen worden geblokkeerd.Anionenuitwisselingsmembraan: laat alleen anionen door (bijv. Cl⁻).-, DUS42-) om erdoorheen te kunnen, terwijl kationen worden geblokkeerd.
LEES VERDER
Deze technologie is gebaseerd op het principe van bipolaire membraanelektrodialyse. Onder invloed van een gelijkstroom elektrisch veld worden bipolaire membranen gebruikt om watermoleculen efficiënt te splitsen in waterstofionen en hydroxide-ionen. Dit proces zet vervolgens zouten in galvaniseerafvalwater (zoals natriumchloride, natriumsulfaat, enz.) gericht om in overeenkomstige zuren (zoals zoutzuur, zwavelzuur) en basen (zoals natriumhydroxide), waarmee de dubbele doelstellingen van afvalwaterzuivering en terugwinning van grondstoffen worden bereikt.
LEES VERDER
Kernprincipe van elektrodialyseDe kern van de elektrodialysetechnologie ligt in de combinatie van een elektrisch veld en selectieve membraantechnologie. Het specifieke principe ervan is onderverdeeld in twee delen:Aandrijvend effect van gelijkstroom elektrisch veld en concentratiegradiëntOnder invloed van een gelijkstroom elektrisch veld of een concentratiegradiënt bewegen anionen en kationen in de oplossing in een bepaalde richting: kationen migreren naar de negatieve elektrode, terwijl anionen naar de positieve elektrode migreren; opgeloste stoffen bewegen van oplossingen met een hoge concentratie naar oplossingen met een lage concentratie.Selectief zeefeffect van ionenwisselingsmembranenIn het systeem worden twee soorten ionenwisselingsmembranen gebruikt om ionenscheiding te realiseren:Kationenuitwisselingsmembraan: Laat alleen kationen (bijv. Na⁺, Ca²⁺, Mg²⁺) door, terwijl anionen worden geblokkeerd.Anionenuitwisselingsmembraan: Laat alleen anionen (bijv. Cl⁻, SO₄²⁻) door, terwijl het kationen blokkeert.
LEES VERDER
Kernprincipe van bipolaire membraanelektrodialyse (BPED)De kern van de BPED-technologie ligt in de combinatie van een elektrisch veld, selectieve membraantechnologie en het unieke vermogen van bipolaire membranen om water te splitsen.1. Aandrijvend effect van een gelijkstroom elektrisch veldOnder invloed van een gelijkstroom elektrisch veld migreren ionen in een bepaalde richting: kationen bewegen zich naar de kathode, terwijl anionen zich naar de anode bewegen.2. MembraanfunctiesBipolaire membraan (BPM): splitst water (H2O) naar binnenH+EnOH−ionen onder invloed van het elektrische veld vormen een bron voor de productie van zuren en basen.Kationenuitwisselingsmembraan (CEM): Laat selectief kationen door.Anionenuitwisselingsmembraan (AEM): Laat selectief anionen door.Door deze membranen afwisselend te rangschikken, kunnen zouten worden omgezet in overeenkomstige zuren en basen.
LEES VERDER




 IPv6 NETWERK ONDERSTEUND
IPv6 NETWERK ONDERSTEUND